
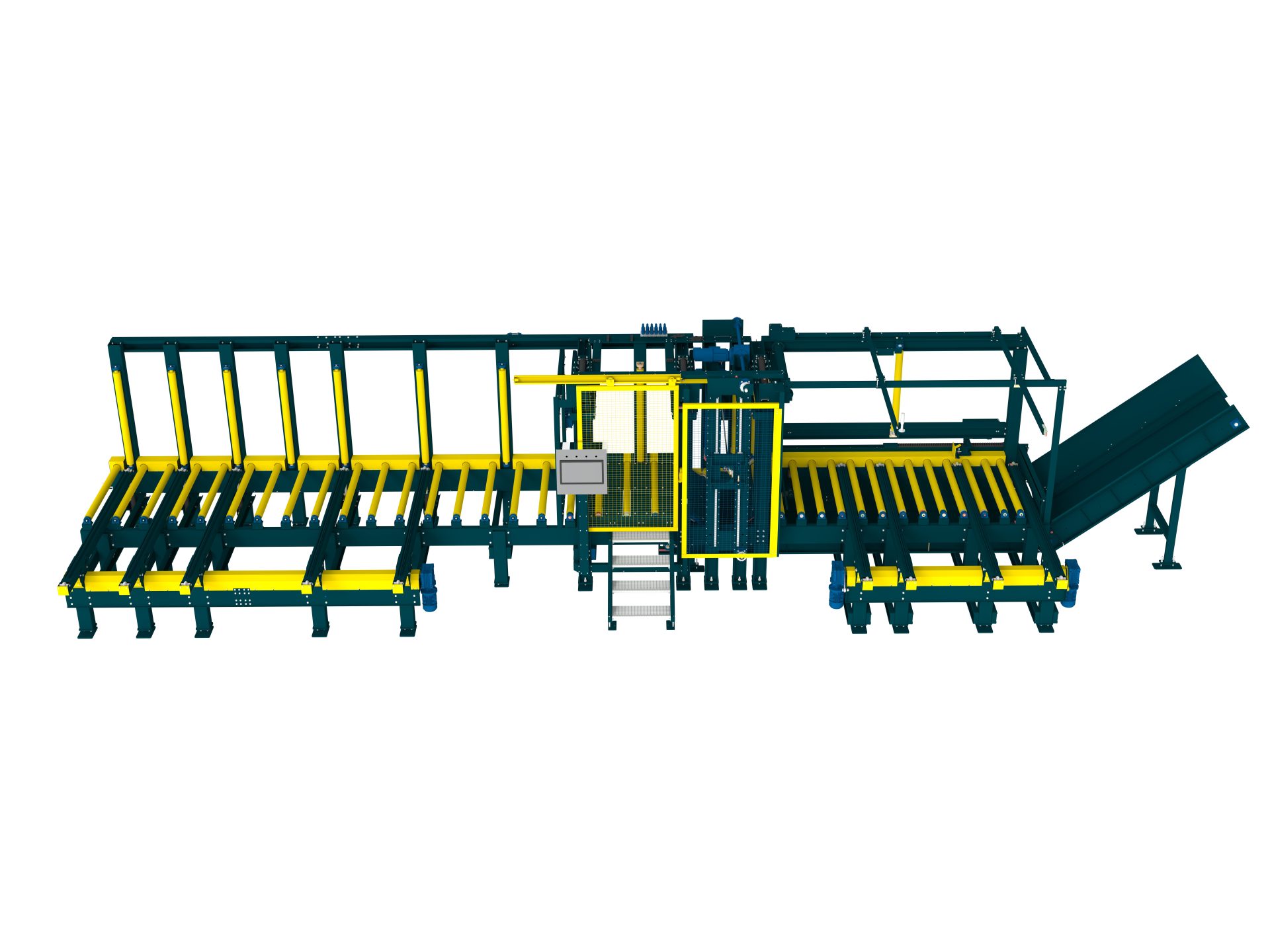
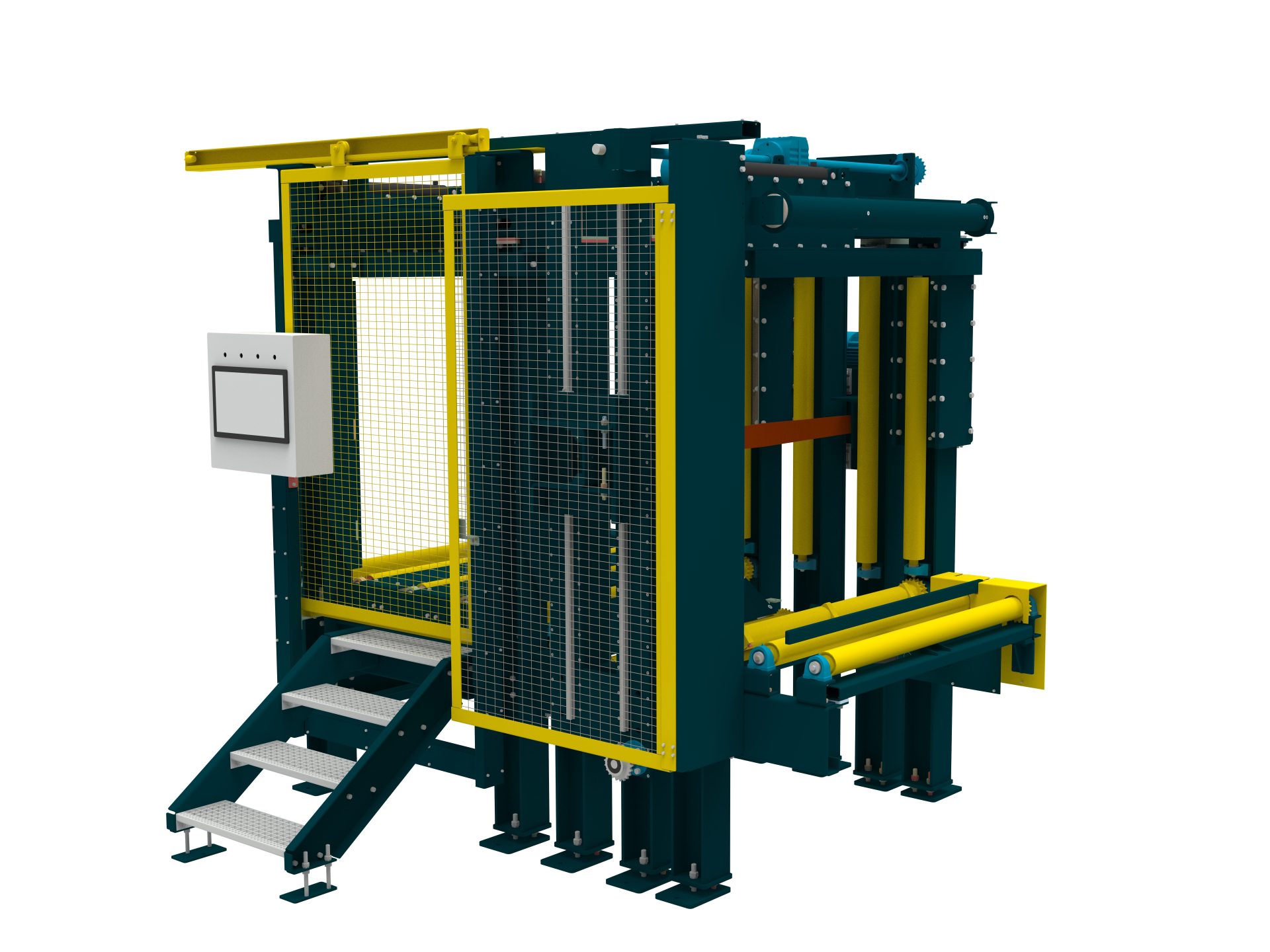



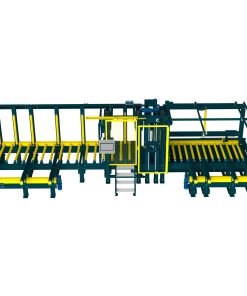






Zasada działania:
Operator wózka widłowego wstawia przygotowany wcześniej pakiet na przenośnik łańcuchowy załadowczy, który ma za zadanie wprowadzenie pakietu na rolotok podawczy linii do kapowania. (Przenośnik łańcuchowy wprowadza pakiet dopychając go do pionowych blach oraz rolek. Ustawiając tym samym pakiet w kącie prostym do modułu tnącego co zapewnia precyzję cięcia, przenośnik poprzeczny łańcuchowy może również dodatkowo funkcję buforu załadowczego). Operator wybiera opcję wprowadzenia pakietu na przenośnik na dotykowym panelu operatorskim, lub wybierając poszczególne funkcję na panelu wprowadza pakiet w sposób manualny. Po wprowadzeniu pakietu operator wprowadza recepturę dotyczącą żądanych długości cięcia. Maszyna na podstawie wprowadzonych danych wyznacza miejsca spinania taśmą pp. Pakiet przejeżdża zatrzymując się w wyznaczonych miejscach zostaje zbazowany górnym oraz bocznym dociskiem hydraulicznym operator zostaję poinformowany sygnałem świetlnym oraz dźwiękowym, po zatwierdzeniu taśma zostaje przewleczona, a operator spina taśmę ręczną bandownicą. Proces powtarza się analogicznie do wykonania wyszkach zadanych spinani. Po zakończonym procesie spinania maszyna przystępuję do cięcia bazowego (urządzenie wyposażone w opcje automatycznego cięcia bazowego, ustalamy stałą wartość w recepturach), proces cięcia odbywa się w sposób automatyczny. Układ pomiarowy przemieszcza się na zadaną pozycję, pakiet dojeżdża do zderzaka inicjując czujnik. Pakiet zostaję zblokowany dociskami górnymi oraz bocznymi. Rozpoczyna się proces cięcia, załącza się przenośnik odpadów, układ pomiarowy przemieszcza się do pozycji bezpiecznej. Po dokonanym cięciu i przejechaniu modułu tnącego na dolną pozycję bezpieczną dociski są zwalniane, pakiet wsadowy oraz pakiet odcięty rozjeżdża się na boki oraz odcięta część pakietu przemieszcza się do wyznaczonego miejsca aby mogła zostać pobrana przez bufor. Gdy czujnik wykryje odciętą cześć pakietu podnosi się poprzeczny przenośnik łańcuchowy i odbiera go. Pakiet przemieszcza się na miejsce buforowe numer 1, przenośnik łańcuchowy opuszcza się proces powtarza się analogicznie do zakończenia zadanych ilości cięć lub zapełnienia się buforu. W przypadku zapełnia się buforu konieczne jest rozładowanie przynajmniej jednego pola, wtedy operator będzie mógł wznowić proces cięcia.
Dokładność cięcia +/- 2 mm
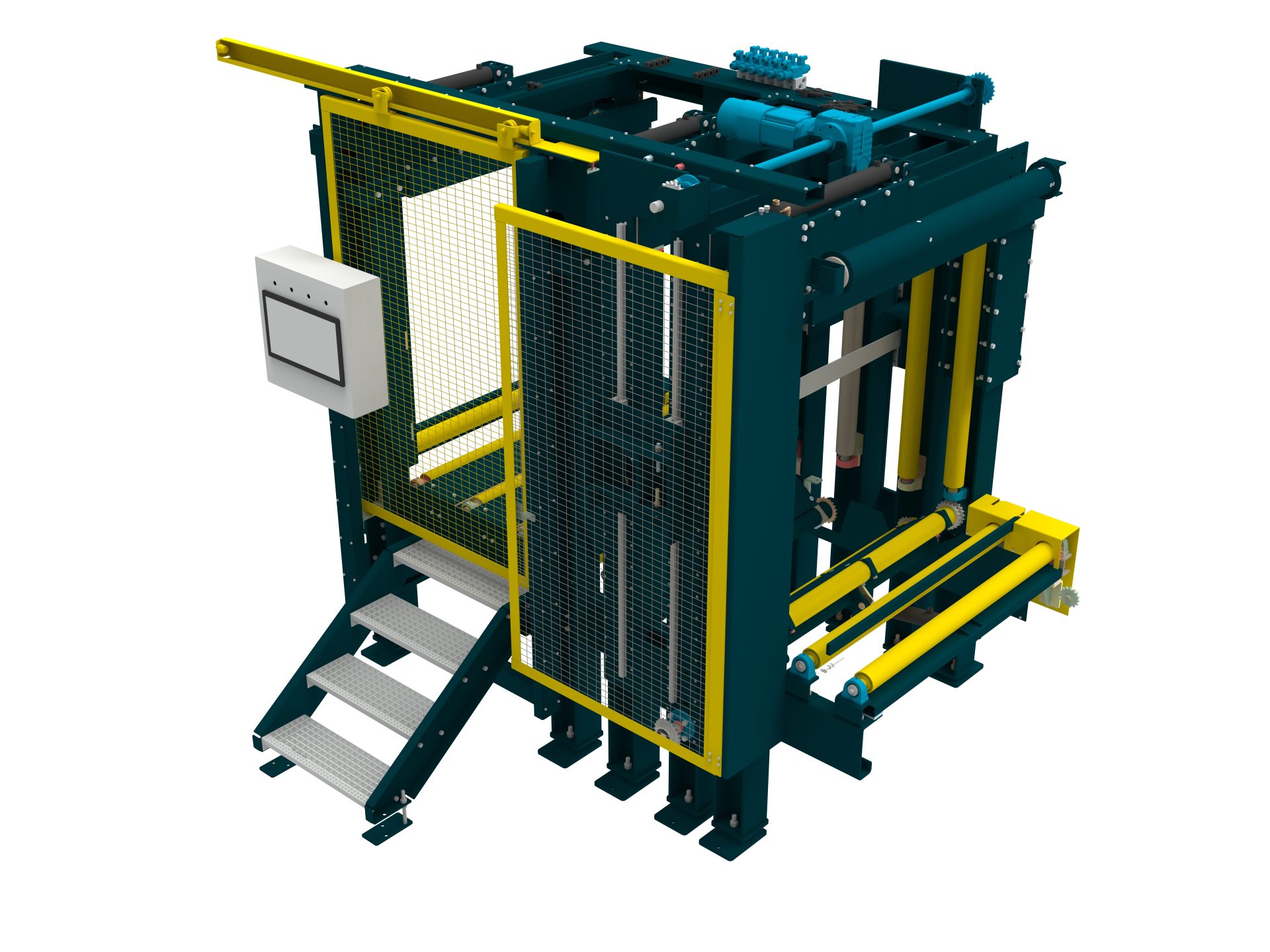
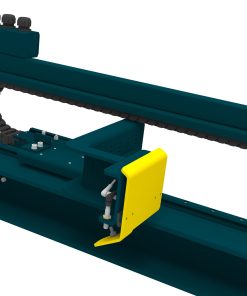
Przecinarka Do Pakietów wyposażona w system hydraulicznych rolek uchylnych zamontowanych w module tnącym (przeciwdziałanie klinowaniu się dużych odpadów)
Urządzenie zbudowane w oparciu o komponenty światowych liderów:
- Silnik napędu piły WEG
- Motoreduktory TA Drive
- Sterownik PLC Siemens
- Panel operatorski 22” wersja automatyczna Weintek/ iiyama
- Falowniki i serwo YASKAWA
- Aparatura Schneider, Siemens, Phoenix Contact
- System bezpieczeństwa SICK
- Czujniki SICK
- Przewody i akcesoria do prowadzenia przewodów LappKabel
- Prowadnice liniowe HIWIN
- Łożyska FHY
- Komponenty hydrauliki siłowej PONAR Wadowice
Parametry pakietu wsadowego:
- Wielkość maksymalna pakietu 1300x1300x6000 *
- Minimalna długość odcinanego pakietu 600 mm
- Maksymalna długość odcinanego pakietu 3000 mm
- Maksymalna waga pakietu 8000 kg
Elementy składowe:
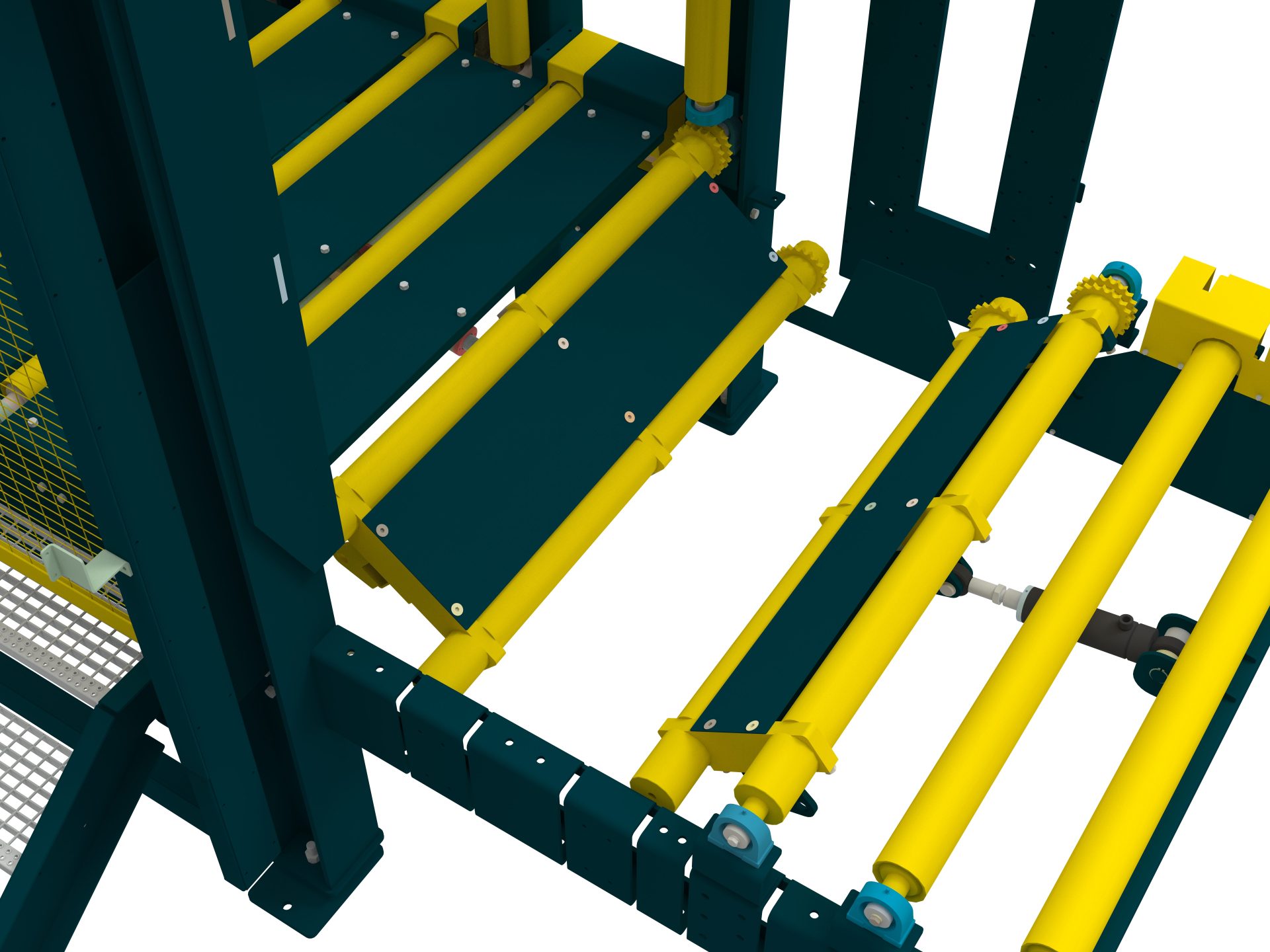
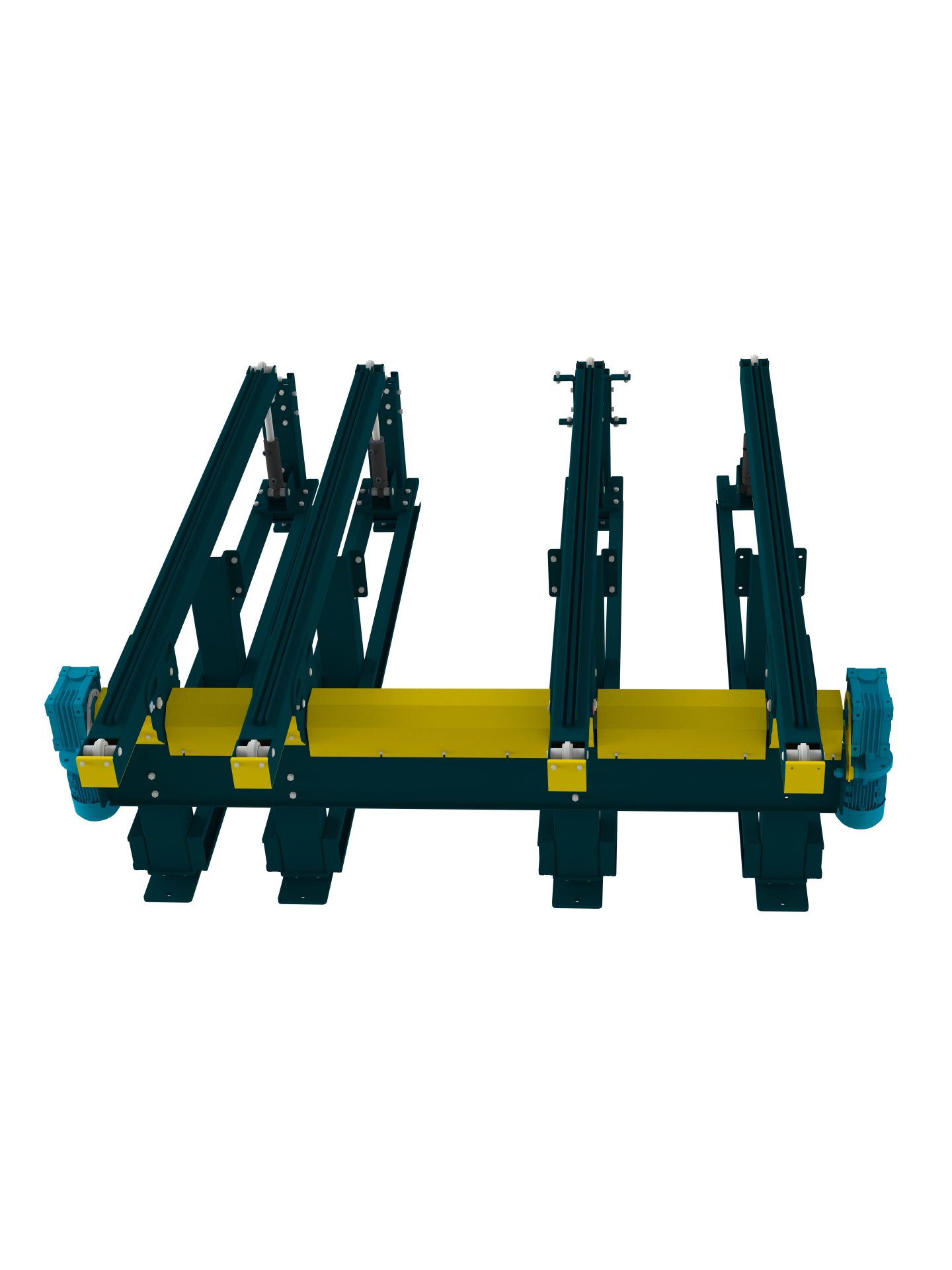
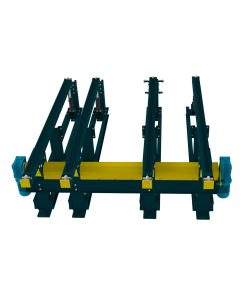
- Przenośnik łańcuchowy wprowadzający pakiet na przenośnik rolkowy składający się z
- 5 członów
- Przenośnik unoszony/opuszczany hydraulicznie na 5 siłownikach
- Czujniki pozycji przenośnika
- Czujniki obecności i pozycji pakietu
- Motoreduktor ślimakowy sterowany falownikiem

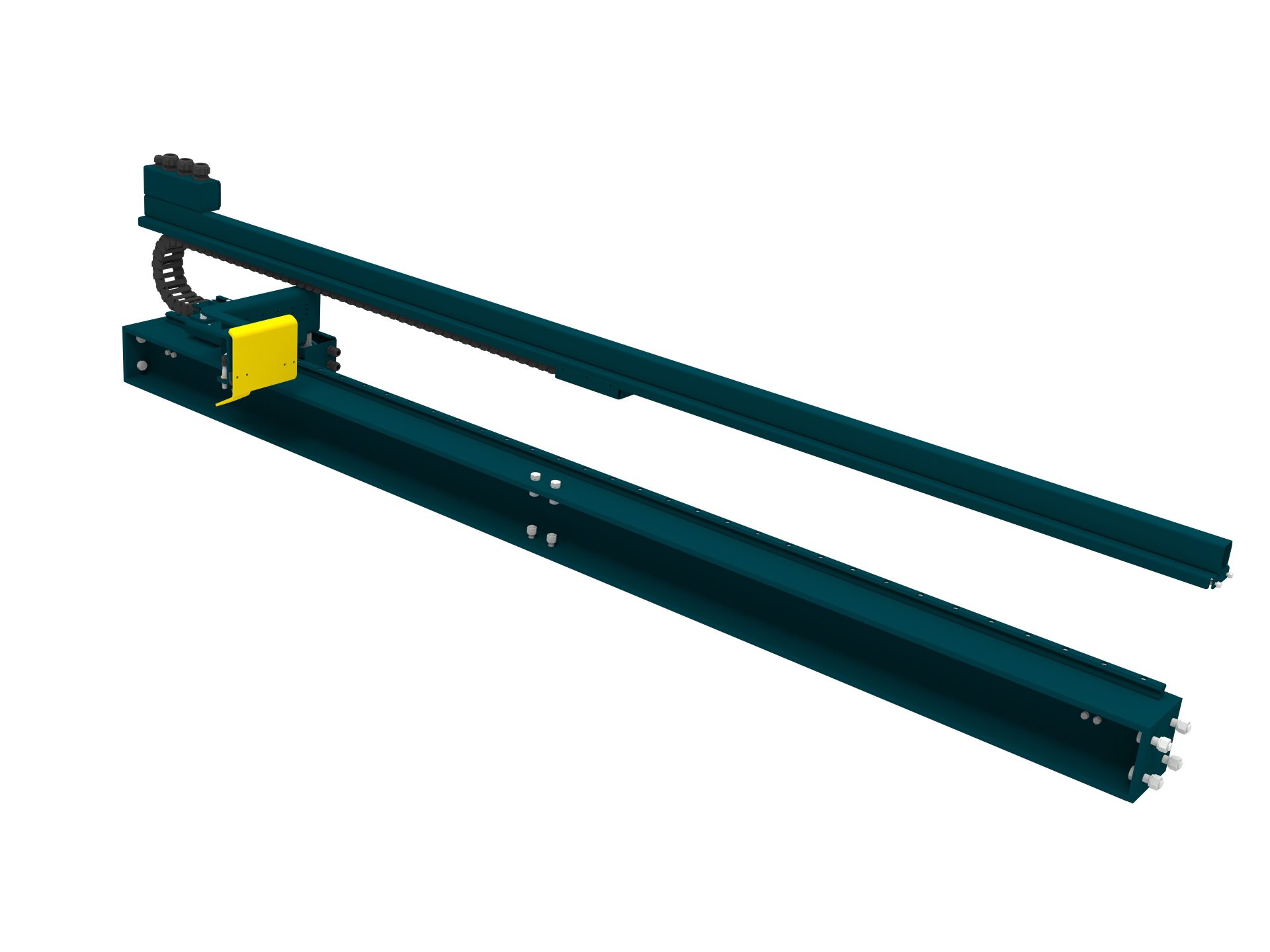
- Przenośnik rolkowy podający
- Przenośnik napędzany motoreduktorem walcowym i falownikiem
- Rolki przenośnika wykonane z rury 93 x 10 mm dodatkowo wzmocnione malowane proszkowo
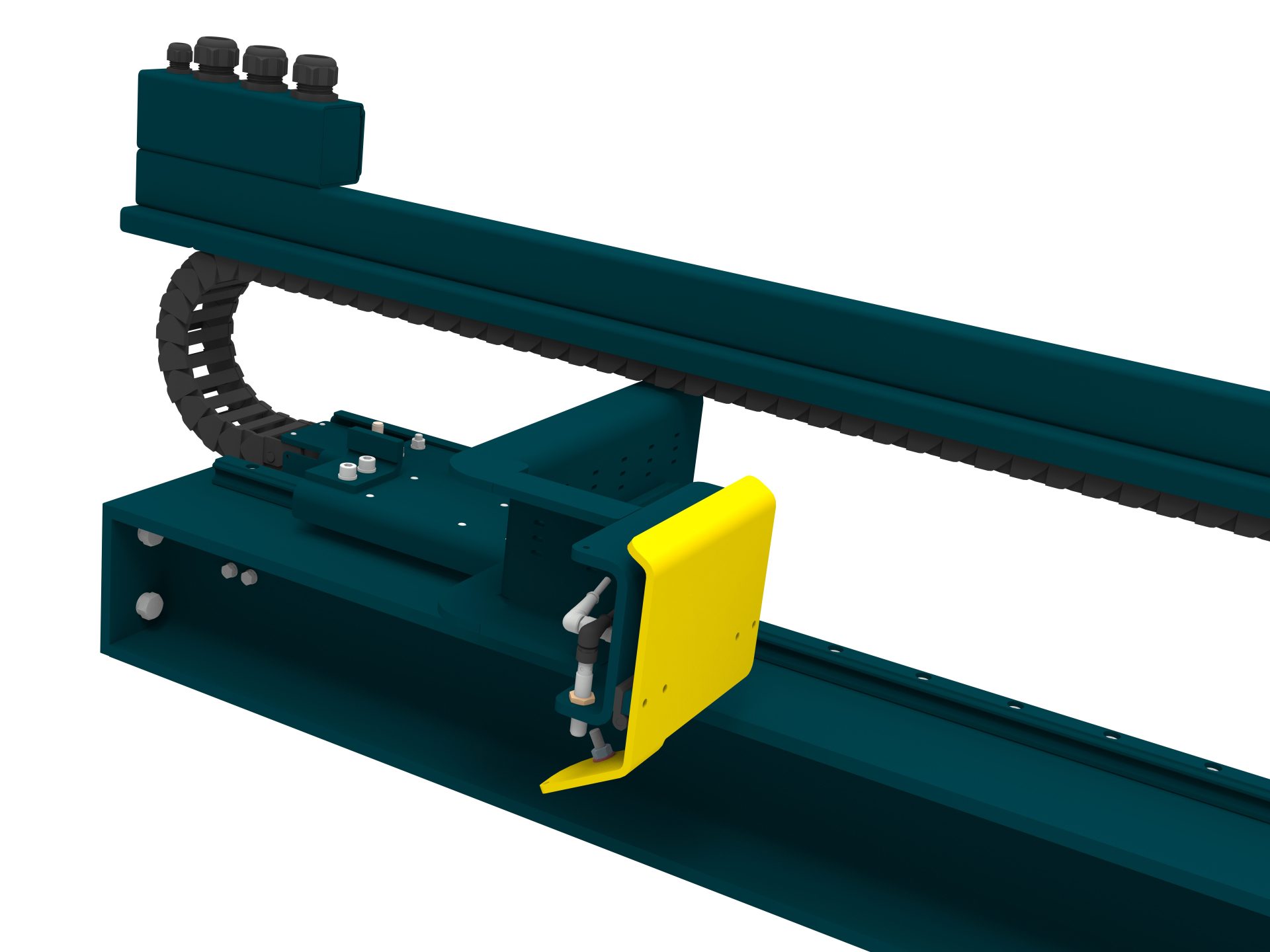
- Oczujnikowanie pozycji pakietu
- Elementy pionowego prowadzenia pakietu


